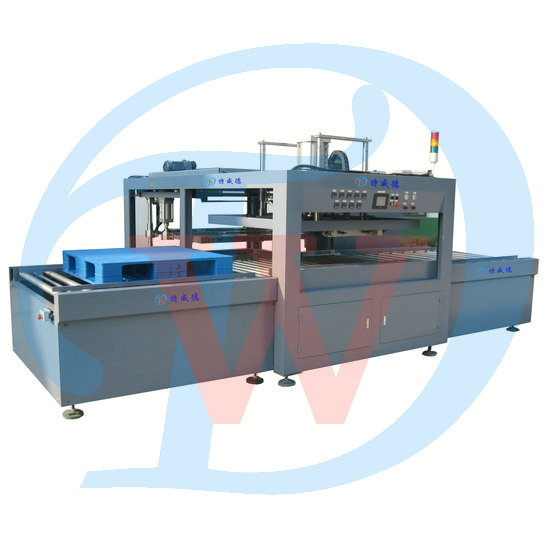
技术参数
本设备控制方式可分为手动和自动两种控制,手动为单件动作,主要用于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制器(PLC)和触模屏人机界面来控制,各气缸运动为气压推动,操作简便、性能可靠、尺寸紧凑,提高生产效率和质量。加热板用电热管对其加热。本机共设九只温度控制器分别控制每个模温度。焊接时可根据焊接时的实际需要在0~600℃范围内自行设定。
规格参数:
型 号 TWD-ZB6680
功 率 60KW 80KW 110KW
气 压 0.5-0.6Mpa
输入电源 380V AC 50Hz
控制电压 24V DC
驱动方式 气动、液压
主要功能:
机械部分:
1、主机为普通四导柱柱热熔机,可安装上、下模的塑料热熔模。
2、本机运动平稳,控制精确,气压可根据焊接工件需要微调。
3、为方便大零件熔焊和特殊焊接件的可操作性,主机底板可安装滑板装置,滑板行程50mm,使下模伸出主机腔,便于待焊件装入及操作的安全性。
4、为方便快速调整焊头或快速换模需要,可在模具四角加装定位装置,实现调模快速准确,减少调模时间,降低调模难度。
5、焊接深度可调,根据塑料件外观及焊接强度要求,可适当微调上模的行程达到预期效果。
电器部分:
1、温度控制装置,可根据工件形状大小及材质设定所需焊接温度。
2、时间可调,塑料件熔接时,根据具体熔焊要求,增加或减少熔焊时间,达到所需地焊接效果。
3、栈板焊接机工艺(过程全自动,流水线 作业,只需放件、按启动按钮和取件)放入产品下胶件→按启动按钮→胶件进入焊接区→ 上夹具吸合→上压板上→热板进 → 热烫→热板退→ 上压板下→保压→粘合→ 上夹具松→胶件从另一侧退出焊接区→ 取出产品。
4、热板焊接机适用范围以及产品可根据不同塑件大小设定加热功率和模具尺寸实现多种塑胶工件焊接,操作简单,使用方便。操作简便,采用流水线作业以提升产能。 |